�W(w��ng)վ�؈D RSSӆ� English �gӭ���R���W(w��ng)վ
������(w��)�ᾀ 0539-7979280
(li��n)������-�R��피�Ʒ���O(sh��)��һվʽ����(y��ng)
�W(w��ng)վ�؈D RSSӆ� English �gӭ���R���W(w��ng)վ
������(w��)�ᾀ 0539-7979280
(li��n)������-�R��피�Ʒ���O(sh��)��һվʽ����(y��ng)

(li��n)ϵ��: �ν�(j��ng)��
�֙C: 13954972699
�Ԓ: 0539-7979280
����: 0539-7979257
�]��: A7979280@163.com
�W(w��ng)ַ: www.hfshechipin.com
��ַ: ɽ�|ʡ�R���и�� ^(q��)�G��·8̖
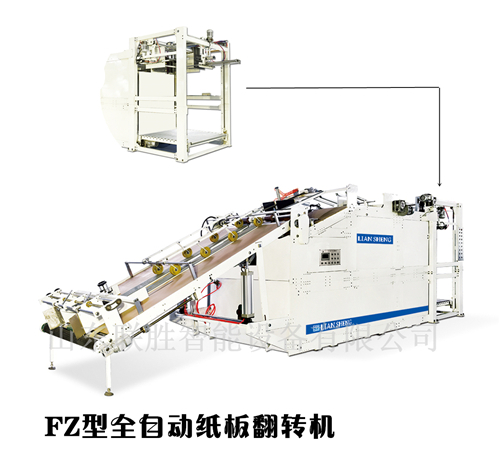
�A���Aģ�ЙC��Ҋ���}����Q����(����
ģ��ɢ��
���^ɢ��
1. ģ�����ư�r
���������Π��(f��)�s�����л���ܶ࣬��ģ���B�c��С�����٣��t���������ģ�Еrɢ�档�˕r��(y��ng)�m�������B�c��(sh��)���������������(y��ng)������L�ȷ����c�������ͷ���һ�¡�2. ���ģ�а��ϵď����z�l���d��̫ܛ
���������������Ҳ�����ɢ�档�˕r��(y��ng)�x��Ӳ�ȸ������Ժõă�(y��u)�|(zh��)�����z�l���d����ģ�к���ƽ�_�½��r
���mȻ�����ѱ������z�l�����d��3. ���ņ���̫��Ҳ�����ɢ�����Ҫԭ�������x�����������ڏ����z�l�����d��һ��߳����� 2 �� 3 ����
���˕r����������_ʼ�\�����t�����ڏ����z�l�����d���Ԍ���������ģ�еװ��϶�����˺�Ѽ������ɢ�档�˕r��(y��ng)���_�gЪ�C��(g��u)�c���݆�S��(li��n)�Y(ji��)���M���{(di��o)����ʹ��ƽ�_����ֹ�c�½� 7 �� 8 ���ף����㼈ģ�Еr��(y��ng)�� 10 �� 15 �������ң��r�������_ʼ�\�ӡ�
����